A major player in the manufacturing and export of Active Pharmaceutical Ingredients (APIs), located in Dahej, Gujrat, needed someone that could Design and Manufacture Heat Exchangers that not only fit their process requirements but also their budget constraints, without compromising on industry quality standards.
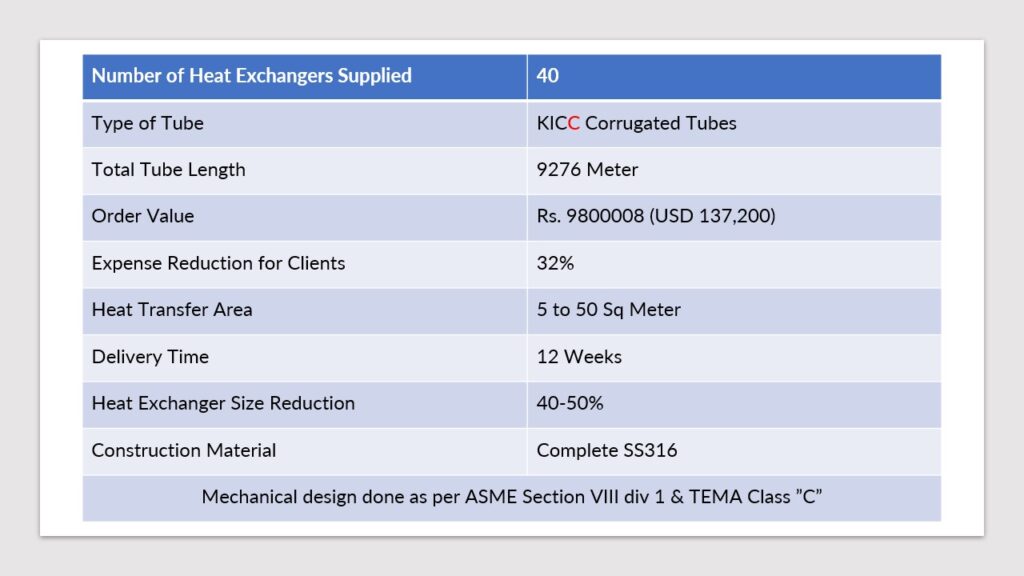
This Maharashtra-based Pharmaceutical Company was in an expansion phase and needed a trusted supplier for 40 Stainless Steel Heat Exchangers for their solvent condensation purposes. All of these had to be designed keeping in mind the ultimate goal of maximum Solvent Recovery.
After visiting our factory to check the quality of our work first hand, they selected us as their principal supplier. If they would have preferred their old supplier, they would have spent Rs. 1.44 Cr, while we slashed their expenses by nearly 32%, totaling to Rs. 98 Lakh
Our experienced team was able to complete the project within the span of 12 weeks. We had our share of hurdles and nitty gritties at the start, but as our interaction with the client grew, we started to understand each other. Impressed by our quality, dispatch time, and the customer-first philosophy of the team, the company has sent us multiple repeat orders in recent years, and fortunately, we have been able to build a great partnership with them over the years.
This case study will give you an insight into how we were able to build this partnership, by helping our client achieve their goals.
Problem Statement:
In their Aurangabad based setup, the company manufactures over 45 APIs, of which more than 10 are Essential Drugs as per the WHO Model List. For these processes a number of solvents needed to be used. These would include Methanol and MDC, IPA, Toluene, Acetone, Water, etc. These solvents are used as a medium to enable the reaction of two or more compounds and once the reaction is completed, we need to remove the solvent. Not only are the solvents expensive, but many of the solvents used are also Hazardous in nature, which means as per the Pollution Control Guidelines by the Government of India, no disposal of such chemicals into the environment needs to be ensured, the only other way is to have a condenser to bring the solvent to its original state(liquid) using room temperature water or chilled water and reuse the solvent for the reaction the benefits of which are 2-fold i.e.
(i) It saves additional cost incurred to refill solvents completely
(ii) Complies with the policies of the Government of India.
The company had already chosen to have condensers, and with improper solvent condensation and recovery systems, the company would have to bear extensive losses.
When the process is completed, it is critical to ensure that the complete solvent is removed from the final product. In the Pharma Industry, the majority of products are heat sensitive, which means a strict range of temperature needs to be maintained, which directly translates to the critical need of removing the solvents at a low temperature.
For their expansion setup, this pharmaceutical company needed a trusted Heat Exchanger supplier who could:
- Provide stainless steel Pharma Grade Shell and Tube Heat Exchangers.
- Ensure no Carbon Steel Parts are used.
- Polish the Heat Exchanger both externally and internally.
- Ensure the Heat Exchanger is operational under full vacuum conditions.
- Maximum solvent recovery, subcooling the condensate well below its boiling point.
The design and manufacturing of these Heat Exchangers would not be a major issue for our team, having executed similar orders in the past. However, as the client was unsure about us as a company, we had to work to convince them that we could deliver their exact requirements at the best possible price with zero compromises in quality as well as on time.
Solution:
Having gone through the clients’ requirements, we immediately realized that the use of our KICC Corrugated Tube Heat Exchangers would be much more beneficial for their process. Under vacuum condensation, the temperature of the solvent reduces, which requires lower temperature utility like chilled water or brine as well as high heat transfer area requirement because of lower condensation temperature. Hence the conventional Shell & Tube Heat Exchangers become a bit bigger, uneconomical, and also inefficient as compared to our KICC Corrugated Tube Heat Exchangers.
We proposed both options with the costs, pitched the advantages of using Corrugated Tubes and the difference was easily visible as the table below:
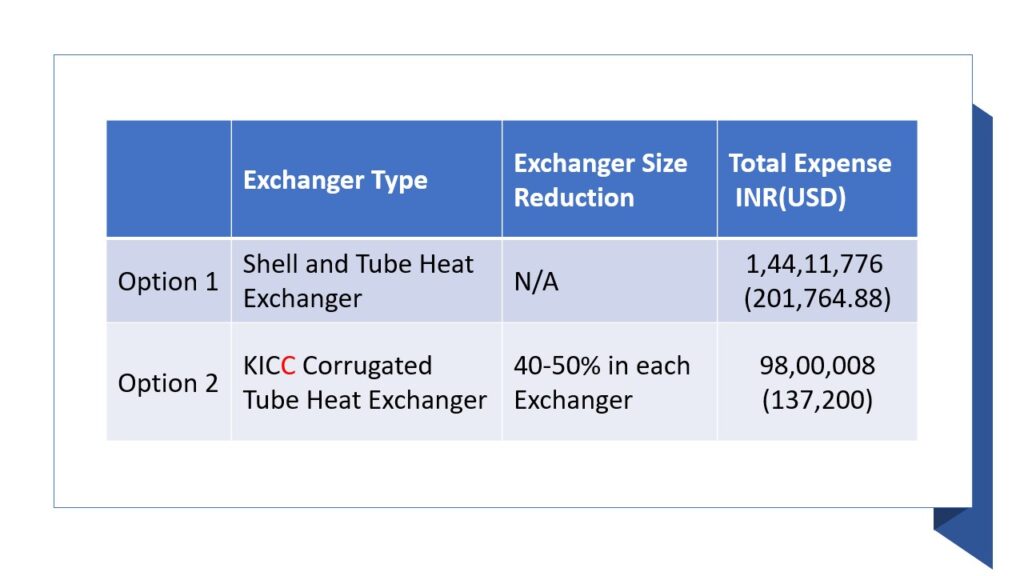
Upon visiting the factory, their representatives were impressed with our team and manufacturing capabilities and were sure that Kinam could meet all their requirements. The fact that we could provide a better solution to them helped in convincing them to make the change and built trust.Any doubts about our ability to deliver on time were smashed when we completed the order in 12 weeks.“We Believe in Creating Win-Win Situations for Our Clients”Benefits Delivered:The Pharmaceutical Company was able to save upto 30% of its capital investment on Condensers, a direct result of adopting our KICC Corrugated Tube Heat Exchangers. If that wasn’t enough, the client was able to reap all the benefits that our flagship CTHE offering has over conventional STHEs which include:
- Lower Fouling
- Reduced Downtime
- Lower Solvent Losses among others
With all their expectations met, if not exceeded, there was no surprise when this company became our recurring client, having made multiple repeat orders since this one was fulfilled. This case is a testament to Kinams commitment to fulfill our clients’ demands, and one of the many reasons that make us the ‘Heat Exchanger Specialist’
The Numbers Game: